竹加工与制浆剩余物制造新型竹塑复合材料关键技术
成果内容
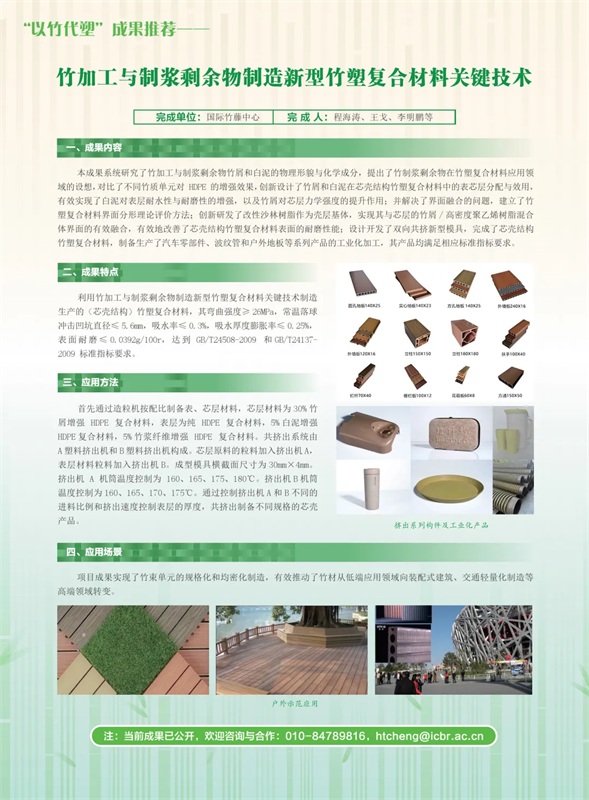
本成果系统研究了竹加工与制浆剩余物竹屑和白泥的物理形貌与化学成分,提出了竹制浆剩余物在竹塑复合材料应用领域的设想,对比了不同竹质单元对 HDPE 的增强效果,创新设计了竹屑和白泥在芯壳结构竹塑复合材料中的表芯层分配与效用,有效实现了白泥对表层耐水性与耐磨性的增强,以及竹屑对芯层力学强度的提升作用;并解决了界面融合的问题,建立了竹塑复合材料界面分形理论评价方法;创新研发了改性沙林树脂作为壳层基体,实现其与芯层的竹屑/高密度聚乙烯树脂混合体界面的有效融合,有效地改善了芯壳结构竹塑复合材料表面的耐磨性能;设计开发了双向共挤新型模具,完成了芯壳结构竹塑复合材料,制备生产了汽车零部件、波纹管和户外地板等系列产品的工业化加工,其产品均满足相应标准指标要求。
成果特点
利用竹加工与制浆剩余物制造新型竹塑复合材料关键技术制造生产的(芯壳结构)竹塑复合材料,其弯曲强度≥26MPa,常温落球冲击凹坑直径≤5.6mm,吸水率≤0.3%,吸水厚度膨胀率≤0.25%,表面耐磨≤0.0392g/100r,达到 GB/T24508-2009 和GB/T24137-2009 标准指标要求。
应用方法
首先通过造粒机按配比制备表、芯层材料,芯层材料为30%竹屑增强 HDPE 复合材料,表层为纯 HDPE 复合材料,5%白泥增强HDPE复合材料,5%竹浆纤维增强 HDPE 复合材料。共挤出系统由A塑料挤出机和B塑料挤出机构成。芯层原料的粒料加入挤出机A,表层材料粒料加入挤出机B。成型模具横截面尺寸为30mm×4mm。挤出机 A 机筒温度控制为 160、165、175、180℃。挤出机B机筒温度控制为160、165、170、175℃。通过控制挤出机A和B不同的进料比例和挤出速度控制表层的厚度,共挤出制备不同规格的芯壳产品。
应用场景
通过竹加工与制浆剩余物制造新型竹塑复合材料关键技术产业化的应用,工业化生产芯壳结构竹塑复合产品实现户外地板等注塑制品、竹纤维波纹管部分替代相应的塑料纸制品,也可作为汽车的内饰注塑制品(B柱零部件)部分替代等塑料制品等的替代,提高竹产品附加值,推动低碳产品市场化应用,减少工业化塑料制品污染,推动“以竹代塑”高质量快速发展。

当下第十届全民恋家节全国门店同步开启,可观... 【详细】

很长一段时间里,地板在家装预算里总是那个最... 【详细】

六一国际儿童节之际,云峰莫干山第六届“益起... 【详细】

7月8日下午,以“生态优先、绿色发展”为主题... 【详细】

2026年3月20日,莫干山中国实木定制节第三季暨... 【详细】